徐州联正钢结构工程有限公司
联系人:刘总
电话:18121786699
座机:0516-83295818
邮箱:41278410@qq.com.
地址: 江苏省徐州市西工业园
区
网址: www.xzlzwj.com
一,按照每项工程取受力其不利的同规格螺栓球600只为一批(不足600仍按一批计)每批取3只为一组随机抽样进行螺栓球螺孔高强度螺栓配合轴向抗拉试验,以螺栓孔的螺纹被剪断时的荷载作为该螺栓球的极限承载力值,必须达到“网架结构工程质量检验评定标准”(JGJ78-91)中的规定。
检测主要设备:100吨拉力机或200吨压力机
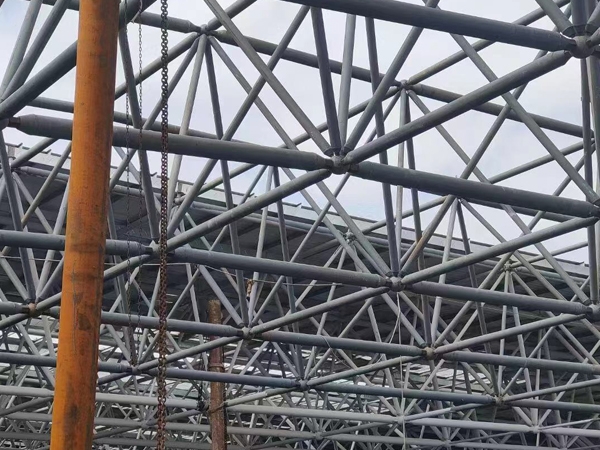
二、保证加工精度
足够的加工精度是减少网架安装时产生的装配应力的主要措施之一。公差按照企业标准高于现行国家规范要求的原则制定加工精度要求,并采取措施予以保证。
A 螺栓球螺孔之间夹角度误差应该控制在±15′之内(国家标准为±25′)
主要措施是:毛坯不圆度控制在2mm以内(所有毛坯全数进行外观、几何尺寸检验和材质抽样复验)。定期检查工夹具精度(误差±2′)严格执行三检制,成品球按型号抽样检查每种1%,并不少于5只。
B 杆件的长度误差控制在±1.0mm之内。
主要措施:严格控制落料长度,通过试验确定各种规格杆件预留的焊接收缩量,用计量室标定的同一把尺丈量,每班对各种规格长度的成品杆件抽样复测作出评定。
C 锥头、封板、套筒的加工精度,严格按设计图纸和质量评定标准的规定,每种规格按5%的比例(且不少于10只)抽样进行外观加工精度的检验。外观检验保证不得有裂纹、过烧有氧化皮,加工精度采用游标卡、百分表V型块等工具,保证符合设计图纸和网架结构厂家工程质量检验评定标准(JGJ78-91)中第3.3.3条的规定。

三、支座、支托焊接
支座焊接在专用胎架上施焊,焊接时应在支座底板上划定位线,先焊底板与支承管焊接,焊接质量应达到2级以上。支托焊接点小立柱与支托板焊接在车间内完成。
四、喷砂除锈及涂装
本工程所有杆件、将采用喷砂除锈进行表面处理,除锈等级应达到Sa 21/2级,喷砂除锈后2小时内应进行防腐。涂装的工艺应按照作业指导书和相应品种的材料的使用说明书进行作业。
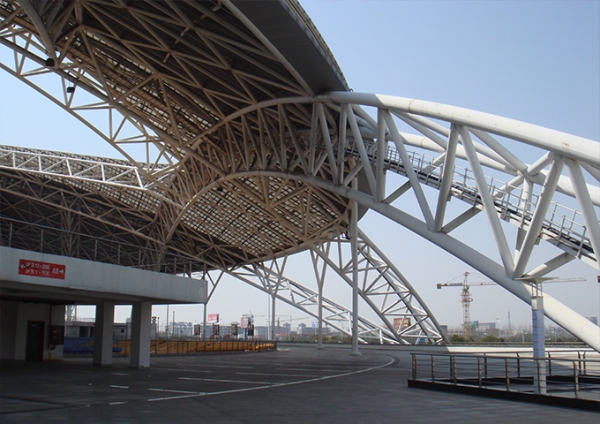
五、试拼装
杆件出厂前,应进行小块试拼装,以确保现场安装施工顺利进行,预装在相应的平台和胎架上依据工地的环境条件进行预装,确保合格后才准出厂发运。
六、焊接工艺及焊接工艺评定方案
1焊接工艺规程
电焊工:
2)参加该工程焊接的焊工应持有行业指定部门颁发的焊
工合格证书。严格持证上岗从事与其证书等级相应的焊接工作,并得到甲方的认可。
3)重要结构装配定位焊时,应由持定位焊工资格证的焊工进行操作。
4)持证焊工无论其原因如何,如中断焊接工作连续时间超过半年者,该焊工在上岗前应重新进行资格考试。
5)焊工考核管理由质管部归口。
七焊接工艺方法及焊接设备
1)本网架结构工程焊件焊接用手工二氧化碳气体保护焊工艺方法。
2)为保证网架加工厂工程具有优良的焊接质量,本工程施工使用的主要焊接设备有:直流手工电弧焊机,二氧化碳气体保护焊、焊接材料烘焙设备及焊条保温筒,自动切割剖口机床加工。