徐州联正钢结构工程有限公司
联系人:刘总
电话:18121786699
座机:0516-83295818
邮箱:41278410@qq.com.
地址: 江苏省徐州市西工业园
区
网址: www.xzlzwj.com
1、钢材的验收
钢材进厂后,先卸于待验区。采购员填写“材料入库交验单”时,对该批钢材的工程名称、品种、规格、钢炉批号、数量、重量一一填写清楚,并请计划员核实签名,然后连同材料“质量证明书”、入库码单,并交钢材仓库管理员,管理员受到上述单据后应及时通知厂质检部门检验员前来仓库检验。检验员收到“材料入库交验单”和有关资料后,首先检查该批“钢材质量保证书”上所写化学成分、机械性能,是否达到技术条件的要求,接着由钢材保管员陪同到“待验区”复核钢材表面质量、外形,是否符合标准。如全部符合,在“入库交验单”上并填写合格签署姓名,在钢材表面作出检验合格的认可标记。
材料经初步认可后,由材料质检员对草料取样并送材料质检部门检测、分析,材料的各项指标均符合“材料质量保证书”要求后,方准予正式入库。
合格材料应按品种、规格分类堆放,在其底层垫上道木或石块,防止底部的材料进水锈蚀。
2、钢材的存储与发放
经验收或复验合格的钢材,由记帐员、保管员按时间、项目、名称、型号、规格、炉批号填写“钢材仓库材料记录卡”登记入库, 并将钢材表面涂上色标、规格和型号。
待验材料不记帐入库,除有特殊审批手续处,未入库钢材不准发放投产。
3、材料发放
依据“领料单”发放,发放时车间领料员与仓库保管员
应共同核对钢材牌号、规格型号、数量等,必要时还要请质检人员签字认可才能发放。
4、焊接材料管理
本工程焊接材料的选用必须满足本项网架结构工程的设计要求,所有产品均应有材料合格证、质量保证书或产品合格证、无证产品不得采购,不得入库。每批焊接材料进厂后,应由质检部门按检验标准进行检验,合格后方可投入使用。
4.1每批进厂的焊接材料均应有标识,标明焊接材料的牌号、规格、检验号或批号。若产品本身不带标识则应在进厂后制作标识,严防材料混用。
4.2入库的焊接材料应存放在干燥、通风的库房中,严禁雨淋,堆放层数应按说明书的要求执行。
4.3焊条施工领用应根据每半天工作量适量领取,焊条从烘箱和保温筒中取出并在大气中旋转超过4小时的电焊应重新放入烘箱中烘培。重复烘培次数不得超过两次。
4.4焊接材料的保管、发放和领用均按公司有关的管理制度执行,各项签发手续健全。

5、涂料的管理
采购部门应选用正规生产厂的产品,且应确认产品不超过贮存期,网架加工厂每批产品均有产品合格证和质量检验报告单,如无以上文件不得验收入库。
5.1涂装施工前应对照设计图纸再次确认产品名称,制造日期、涂料型号和颜色(按设计要求)符合工程设计要求,方可投入使用,否则应禁止使用。
5.2涂料不允许露天存放,严禁用敞口容器贮存和运输。
5.3涂料贮存应在通风良好,温度5-35℃,干燥、防止日光直照和远离火种的仓库内。
6、生产用气的管理
6.1本工程主要用气为氧气、乙炔或丙烷。生产用气的采购、保管和发放应由公司指派专人负责。
6.2生产用气的采购单位必须是正式生产厂家的产品。用气纯度和压力应达到指标要求。其中氧气纯度应达到99.5-99.8%。丙烷达到国家标准纯度。
6.3入库的气瓶应外观整洁,瓶身无缺陷,瓶口的保护帽和瓶身橡胶垫圈完整。标识明显不符合要求的不得入库。
6.4入库后钢瓶的均应立放保管,空瓶的剩瓶均应有明显的标识,并分别存放。
6.5库房严禁任何火种进入,并应有相应的消防器材,库房应通风良好。
6.6气瓶在运输、装卸和使用的过程中严禁与油污接触。
6.7 气瓶的入库、发放和领用应按公司有关管理制度执行,各项签发手续健全。
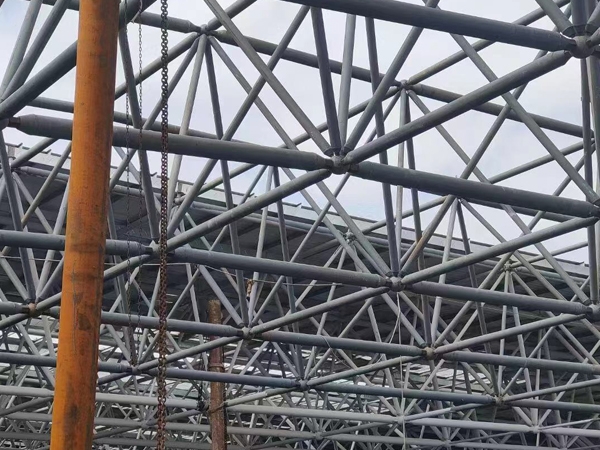
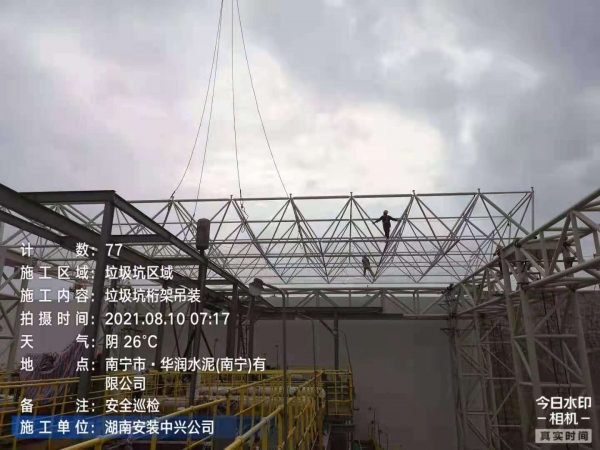
7、保证网架工程质量的措施
组成网架的配件、材料和安装方法将决定一个网架工程的整体质量的优劣,因此,网架结构厂家严格按照网架配件加工生产规范和网架安装的方法,保证网架安装后的工程质量,具体作法如下:
1)网架杆件采用电焊钢管,材料为Q235。严格按照国家标准《钢结构设计规范》GBJ/7-88规定采用,网架杆件的截面根据承载力和稳定性计算与验算确定,并严格控制管件的下料长度和焊接长度,使其公差在±1mm之内,焊接缝达到国家规定的二级焊缝的要求。由于本网架跨度大,每根杆件所受的荷载也较大,根据要求,我们对杆件进行无损伤检验,其抽样数不少于总杆件数的5%。网架杆件加工制作质量程序控制如下:
施工材料必须与图纸、材料表相符,包括杆件编号、件数、管径、壁厚、长度、锥头、封板、高强螺栓规格。
检验日报表应正确及时反映当日当班生产情况,必要时备注简洁说明。
杆件壁厚δ>6mm若要求打坡口,应根据图纸设计要求严格控制。
杆件焊接区(包括封板、锥头)的铁锈、毛刺和油污应清除此以外干净。
杆件在拼装时必须对管件端面垂直度进行复检,同时检验焊缝不应存在裂纹、夹层、凹凸等缺陷。下料长度和管件平直度公差符合第九条规定,锈(点)蚀深度不得超过壁厚负公差的一半。
拼装时应保证管件、封板、锥头、高强螺栓规格符合施工要求。
点焊高度不宜超过高度的2/3,且三点均布。